球磨机是广泛应用冶金、矿山、电力、化工及建材等基础工业部门的制粉设备。其中磨损最严重的是衬板和磨球。具不完全统计,我国每年消费各种衬板达300-500万吨以上,价值数亿元人民币。如果能使衬板使用寿命从目前的水平提高50%,那么每年可节约资金上亿元。
球磨机衬板在工作中,所承受的载荷为小能量多冲击载荷,磨损机理为犁削磨损加疲劳磨损。除磨损外,湿式球磨机衬板还受到料浆中化学物质的腐蚀作用,使磨损加速3-10%。以前大部分球磨机衬板均为高锰钢制造。大量的研究表明,由于球磨机衬板属小能量冲击,高锰钢加工化学特性得不到充分发挥,耐磨性很低。因此,近几年很多使用单位已开始用高碳中锰钢、中碳合金钢、合金化高锰钢等代普通ZGMn13,使其使用寿命有了进一步提高。
目前,有人试图用耐磨堆焊的方法来提高衬板的使用寿命。由于试验正在进行中,这里只作简单介绍。
在新衬板上堆焊耐磨合金,耐磨性主要靠堆焊层承担,衬板基材主要起支撑作用,所以基材应选用堆焊性能和抗冲击性能优良的低、中碳钢及低合金钢制造,这样做的另外一个好处是可以降低材料成本,耐磨堆焊焊条,一般还是选用高铬铸铁或马氏体高合金铸铁堆焊焊条,堆焊的工艺措施同前所述,堆焊的焊道形式,有以下几种:
1.平面堆焊。即整个衬板表面全部用堆焊焊条堆满,不留空隙,堆焊一层或二层,堆焊层厚度为5-10mm。这种堆焊方法的缺点是堆焊工作量大及堆焊成本高。这种堆焊方法是否有实用价值,关键是看最后试验结果。如果堆焊衬板的使用寿命比原来延长一倍以上,而堆焊总成本只占高锰钢衬板材料的1/3-1/2。那么,这种堆焊方法,就是很值得推广应用的。
2.网格式堆焊。球磨机衬板的示意图、网格式堆焊焊道示意图如下。焊层宽度为15mm左右,高位5-10mm左右。网格间隔为30mm。这种堆焊方法使用焊条少,堆焊工作量少,成本低。耐磨性比大面积平面堆焊要差一些,但由于网格作用,可加大物料与简体间的摩擦力,加强物料的翻动,提高生产效率。
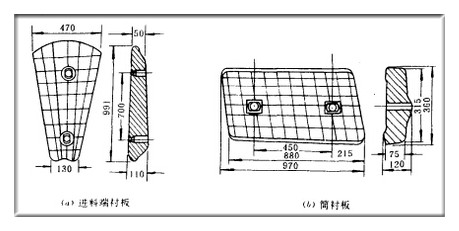
Ф2.7x3.6m球磨机衬板示意图
耐磨堆焊工艺也可以用于旧衬板,但要求旧衬板不能磨得太薄。衬板堆焊可不必担心堆焊变形,一来衬板比较厚,而来即使有点变形也不影响安装作用,因为变形是顺着球磨机筒体变化的。
新衬板在开始使用时,由于固定螺栓头沉在衬板凹槽之中,不会磨损。当衬板磨得较薄时,螺栓头部漏出来后,就会被磨平,最后使衬板脱落造成提车。目前很多水泥厂为了防止螺栓头磨平,往往在衬板螺栓凹槽的边缘用高合金耐磨堆焊焊条堆焊一层加固合金层。这样即使在衬板边缘被磨穿时,衬板螺旋头部仍然完好,这种方法使用堆焊材料更少,效果更好。


{kind=link}